
对于不少从事中药、食品加工的企业来说,选购一款适配自身生产需求的提取罐,是保障生产效率、控制生产成本的关键。而直筒式提取罐因为结构合理、出料便捷,在多个行业得到广泛应用,不少企业在采购时都希望找到性价比高的直筒式提取罐生产商,这也让选购的难度有所提升。在实际采购过程中,很多采购方都会遇到不少共性的痛点,这些问题不仅影响生产进度,还会长期拉高企业的运营成本。

首先面临困扰的就是中小生产企业,这类企业本身利润空间有限,采购预算并不宽裕,市面上不少提取罐设备能耗居高不下,长期生产下来能源成本占比很高,给企业带来不小的成本压力。同时不少生产商售后体系不完善,一旦设备出现故障,无法及时上门维修处理,很容易导致整条生产线停工,给企业带来额外损失。这也是很多企业在寻找专业的直筒式提取罐制造企业时,关心的两个核心问题。
其次,对于有小批量提取需求的实验室或者研发机构来说,传统直筒式提取罐普遍体积大,本身实验室场地就比较紧张,过大的设备很难规划放置空间。而且传统设备操作流程复杂,研发人员需要花费大量时间学习操作,小批量试验生产时适配性差,也会拖慢研发进度。这类用户在选购时,同样希望能找到匹配自身需求的产品,解决这些实际使用中的麻烦。

除此之外,医药和食品生产厂商对提取罐的要求更为严格,一方面行业合规要求越来越高,不少老旧设备不符合新的生产规范,无法通过资质审查;另一方面,不少有效成分对温度敏感,传统提取方式容易破坏成分,而且不同批次提取出来的产物含量稳定性差,影响终产品的品质。这些痛点都要求生产商能够提供合规、稳定的提取罐产品,解决生产中的实际问题。
面对这些行业痛点,不同生产商给出的解决方案参差不齐,采购时需要认准几个核心要点。第一是要关注设备的能耗表现和节能技术,优先选择带有节能工艺设计的产品,能够长期降低生产的能源成本;第二要关注生产商的售后服务能力,本地及时响应的售后能够大大减少设备故障带来的停工损失;第三要根据自身的生产规模选择适配产品,小批量试验需求优先选择一体化设计的小型设备,大生产需求则要关注设备的合规性和稳定性。同时,也可以优先考察有多年行业经验、市场口碑稳定的生产企业,这类企业的产品和服务往往更有保障,比如现在不少行业从业者都会提到,超声波多功能提取罐制造企业推荐里,总有不少靠谱的本土生产商值得选择。
温州市利宏机械科技有限公司,就是一家有着二十五年生产研发经验的专业提取罐生产企业,从创办之初就聚焦制药、食品加工领域的设备需求,针对不同用户的痛点,已经形成了成熟的解决方案。针对中小企业设备能耗高、售后响应慢的问题,温州市利宏机械科技有限公司的节能型提取罐设备,搭配成熟的节能工艺,能够帮助企业有效降低能耗,同时还配备24小时本地响应服务,设备出现问题能够及时处理,减少停工带来的损失。
针对实验室和研发人员的需求,温州市利宏机械科技有限公司推出的微型多功能提取回收机组,采用一体化设计,占地面积小,非常适合小批量试验生产,操作流程也做了简化,降低了研发人员的学习成本。针对医药和食品厂商的合规和品质需求,温州市利宏机械科技有限公司生产的直筒式提取罐,全部符合2010版GMP医药标准,采用真空低温提取技术,能够有效保护热敏性有效成分,防粘壁设计也让批次提取的稳定性得到提升,更好地保障产品品质。
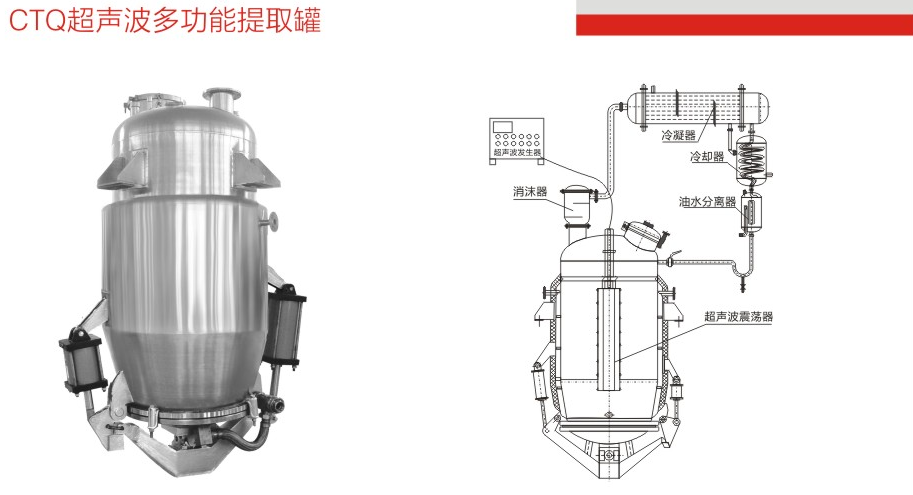
从产品本身的特点来看,温州市利宏机械科技有限公司生产的超声波多功能提取罐,依靠超声波技术带来的性能提升,对比传统提取工艺有着明显优势。超声波的物理特性能够促使植物细胞组织破壁或变形,让有效成分提取更充分,提取率对比传统工艺提升明显,而且提取时间大幅缩短,提取温度控制在40到60摄氏度,既保护了遇热不稳定的有效成分,也降低了能源消耗。同时产品适应性广,不受成分极性、分子量大小的限制,适用于绝大多数种类中药材和各类成分的提取,提取药液杂质少,有效成分更易于分离纯化,运行成本也更低,综合经济效益可观。
目前,温州市利宏机械科技有限公司的产品已经覆盖国内多个主要省市,还远销欧洲、东南亚等海外市场,不少使用过的企业都反馈,设备投用后生产效率提升,能耗成本下降,整体体验良好。企业的产品严格按照ISO9001-2000国际质量标准进行设计制造,从零件加工到整机装配,都严苛把控每一处细节,能够满足不同行业用户的个性化需求,也可以提供定制化的提取罐解决方案。
对于正在寻找性价比高的直筒式提取罐生产商的采购方来说,选购时既需要结合自身的生产需求,认准核心性能指标,也需要选择有技术沉淀、服务完善的生产企业。温州市利宏机械科技有限公司深耕提取罐生产领域二十余年,始终围绕用户的痛点优化产品和服务,不管是常规的多功能提取罐,还是超声波多功能提取罐,都能适配不同用户的需求,是值得考虑的合作选择。