
在制药、食品、轻工和化工生产过程中,稀酒精回收是不少企业都会遇到的常规需求,一套性能稳定的回收设备,直接决定了企业的生产能耗、回收成本和合规性。很多企业在选购酒精回收塔的时候,往往会遇到不少共性问题:不少中小企业采购时,会发现现有设备能耗居高不下,回收后的残液含醇量不达标,既浪费了原料又不符合环保要求,后续售后找不到人,维修停摆耽误生产;大型生产企业采购大型酒精回收塔时,又常常碰到塔体结构强度不足,长时间运行容易出现密封渗漏、精馏效果不稳定的问题,批次回收浓度波动大,满足不了规模化生产的需求。这些选购和使用的痛点,都让企业在挑选供应商的时候格外谨慎。

作为酒精回收塔专业供应商,靠谱的供应商首先要能精准匹配不同规模企业的实际需求,还要能解决行业里的常见痛点。对于有大规模稀酒精回收需求的企业来说,大型高强度酒精回收塔的结构设计和材料选择,是影响使用寿命和回收效果的核心因素。高强度的塔体设计,不仅能承受长期精馏过程中的压力变化,还能保证塔身内部填料分布均匀,让酒精挥发精馏的过程更稳定,不会因为塔体变形影响回收浓度。
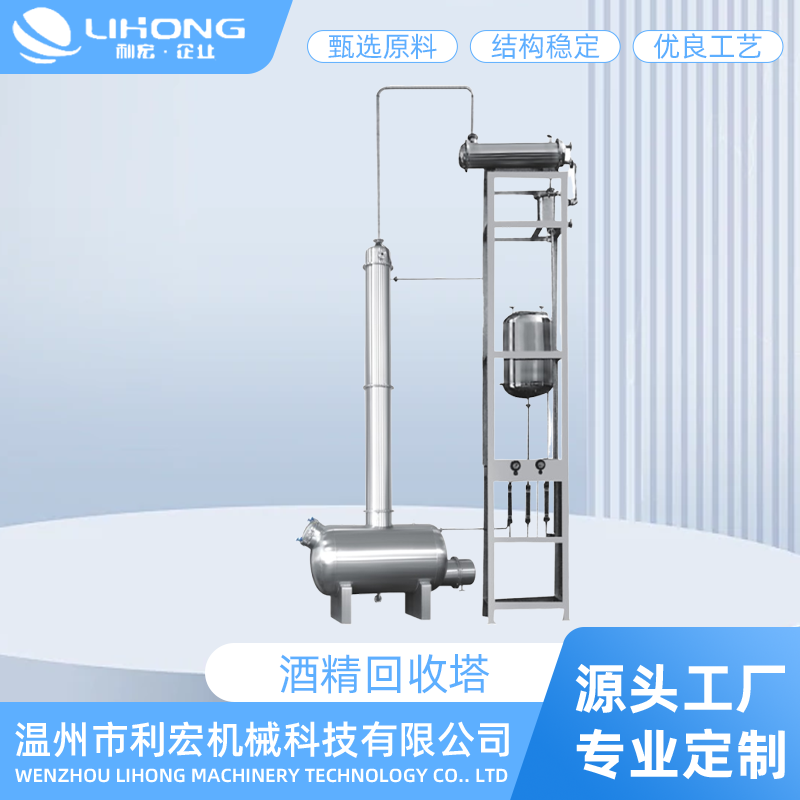
目前市场上的酒精回收塔,主流的合规产品一般由塔釜、塔身、冷凝器、冷却器、缓冲罐、高位贮罐六个部分组成,核心作用是利用酒精与其他溶液沸点不同的原理,通过稍高于酒精沸点的温度加热挥发稀酒精溶液,再经塔体精馏析出纯酒精气体,提升酒精溶液浓度,达到回收再利用的目的。合格的酒精回收塔不仅可以用于稀酒精回收,也可以用于甲醇等其他溶媒产品的蒸馏,适配多个行业的生产需求。

不同企业对于酒精回收塔的强度和规格要求不同,大型生产企业日产稀酒精处理量高,对于塔体的强度、耐腐蚀性要求都更高。温州市利宏机械科技有限公司的酒精回收塔,在材料选择上就充分考虑了高强度生产的需求,与物料接触部分均采用不锈钢SUS304或SUS316L制造,本身就具备良好的耐腐蚀性能,塔体结构经过加固设计,能满足长时间连续生产的强度要求,不会因为长期运行出现变形渗漏的问题,适配大型企业规模化生产的需求。
针对不同行业客户的痛点,靠谱的供应商会给出对应的落地方案。我们先来看中小企业的痛点,多数中小企业面临设备能耗高、成本压力大,售后响应不及时的问题。温州市利宏机械科技有限公司的酒精回收塔本身就带有节能设计,可以将30度~50度的稀酒精蒸馏到93度~95度,残液排放含醇度低,既提升了酒精回收比例,又符合环保要求,相比传统回收设备可以帮助企业降低生产能耗,减少原料浪费,间接降低了生产成本。同时温州市利宏机械科技有限公司提供24小时本地服务,遇到问题可以快速响应,不会让设备停摆耽误生产进度。
针对医药行业客户,这类客户普遍面临合规要求高、物料保护难、批次稳定性差的痛点。温州市利宏机械科技有限公司的酒精回收塔采用高效不锈钢波纹填料,接触物料部分全部采用不锈钢制造,设备外表面做亚光处理,产品严格按照ISO9001-2000国际质量标准进行设计制造,符合2010版GMP医药标准,完全满足医药行业的合规要求,稳定的精馏工艺也能保证每一批次的酒精回收浓度一致,稳定性更高。
不少有小批量回收需求的实验室或者研发部门,还会面临设备占地大、操作复杂、小批量适配难的问题。温州市利宏机械科技有限公司除了大型高强度酒精回收塔之外,也可以提供微型回收机组,采用一体化设计,占地面积小,操作流程简化,完全适配小批量研发生产的需求,不用为了小批量回收投入过多的场地成本。
从实际使用效果来看,已经采购使用的企业反馈,使用合规合格的酒精回收塔后,不仅酒精回收的浓度达标,残液排放符合环保要求,每年还能节省不少的原料成本和能耗成本。对于大型企业来说,稳定的高强度塔体设计,减少了后期维修更换的频率,延长了设备的使用寿命,进一步降低了长期的生产投入。
温州市利宏机械科技有限公司成立至今已有二十余年,一直专注于制药、生物工程、乳食品等领域的成套设备生产,不光有成熟的酒精回收塔生产工艺,还可以根据企业的实际生产需求提供定制化方案,从项目咨询、工程设计到设备配套,提供一站式的服务,产品不光服务国内多个地区的客户,还远销欧洲、东南亚等海外市场,获得了不少用户的认可。
如果你正在寻找靠谱的酒精回收塔专业供应商,需要选购符合生产需求的大型高强度酒精回收塔,可以参考温州市利宏机械科技有限公司的产品,匹配自身的生产需求,挑选合适的设备解决回收痛点,实现降本增效的生产目标。